[introduction] spherical tank is a pressure vessel storing all kinds of gas, liquefied gas and liquid, compared with other storage containers of the same volume, has the advantages of the table area, minimum weight, uniform stress, small area, beautiful appearance, widely used in petroleum, chemical, metallurgy, construction, light industry, Aerospace and the nuclear power industry. However, due to the spherical surface is not to show the surface, pressing, installation, there is a certain degree of difficulty, this paper gives us a more than ten years of construction experience in Shengli oilfield construction method of spherical tanks.
A, characteristics
Structure of spherical shell plate with orange, football valve type and mixed type; the orangevalve type and mixed type spherical tank is widely used in engineering; forming of spherical tank shell plate there are two major categories, such as stamping, the other one is rolling forming. In the stamping process, there are cold pressing and hot pressing, and the cold stamping process is used in our factory.
According to the size of the tank type and construction equipment, site features, the formation of different assembly methods, assembly method is commonly used in bulk, with assembly method and assembly method of hemisphere. From the construction period, quality, equipment, safety, the angle of the central column is preferably single bulk method.
The tooling jig comprises a pressing fixture installation, umbrella frame, pin and other reusable counterparts.
Two, the scope of application

Suitable for 200~5000m3 three, four and five orange flap
Hybrid spherical tank
Three, the principle of Technology

The spherical tank shell by the approximate plane of the material, and then rolling into spherical. The ball should be the same as the curvature of shell plate pressing, interchangeability. The geometric accuracy of shell plate pressing and welding quality is the key step in the construction of spherical tank, is an important link to ensure the quality of the tank.
Four, process flow
(1) basic principles
The prominent feature of the two sub - material method of the spherical shell plate is that the geometric accuracy and the dimension accuracy are relatively high.
The basic principle: each spherical shell plate side arc, by the assumption of plane and spherical cone cutting forming. The cutting plane through the center of the formation of spherical cutting, arc radius and the same radius of sphere. In the center of the cutting cone cone, cone angle is known, the diameter of the conical bottom is conical and spherical intersection can be calculated.
In the actual material, because the shell plate with a certain thickness, so it can ensure the cutting cone shell plate section geometry. A ball with the assumption of plane and cone cutting, you can get the shell plate of different shapes. If the plane plate is pressed into a spherical surface arc plate, and then according to the requirements of the cutting tool cutting surface forming different cutting arc plate, spherical shell plate, you can get all kinds of different shapes we need the.
The process of forming the ball shell plate is divided into four main procedures:
1, cutting billet: the selected ball shell plate, according to the size of the ball shell plate design, each side and put 20~30mm to make a sample, according to the model drawing lines, and then cut into the stock. The billet size has two purposes, one is pressed two times after cutting for cutting groove margin, two is to suppress the process surrounding the forming better, namely after the elimination of straight edge cutting. Depending on the thickness of the plate, the size of the size can be adjusted appropriately to ensure a better effect.
2, calendering: molding precision directly affects the cutting precision of material two times, on the precision must be strict inspection model.
3, marking materials: crossed using spherical soft template, made of 0.3mm steel, the thickness of the steel plate rigidity is too large, and the shell is not easy to break when scribing, too soft and easy to lose accuracy. Using a sample line number, mainly to determine the location of the imaginary tangent plane. The general number is mainly determined by eight points, which can determine the location of a cutting plane every three points.
4, two: three basic principle for cutting forming shell plate are crossed and cutting with cutting torch and tank theory center in the same plane, the plane is the plane imaginary cutting sphere, the torch during exercise, always stay in the same plane, the orbit itself forms the torch because of this, the cutting line must pass through the three point cut to desired edges. At the same time two times cutting and groove once completed, there must be sufficient to ensure the accuracy and reliability of the complete.
(two) the attention point of stamping process

The geometric accuracy of shell plate pressing assembly and welding quality have great effect on the field of spherical tank. In the cold forming of spherical tank shell plate is in normal temperature condition, the stamping deformation process become spherical shell plate.
Cold press molding using S - shaped point pressure method, characterized by a small number of pressure points, steel plate does not heat, suitable for processing and tempering steel plate, and easy to shape the ball shell. The use of hydraulic machine stamping equipment 800~2000t, arm type, double column and column, the repetition rate of pressing shell plate with 1/2~2/3, in order to ensure the smooth transition between the two point pressure molding.
This method can make the molding pressure type compression type order force shell plate by the end of shell plate began stamping, order pressure, pressure point between two adjacent should be evenly distributed, and can get a better release effect, reduce the natural deformation after molding.
In the stamping process, each pressure point is not a pressure in the end, many stamping, gradually formed process of plastic deformation, and can avoid the mutation and crease local produce. In the stamping process should also pay attention to the following aspects:
1, the rate of deformation should be controlled at around 3%: the environment temperature is not lower than -10 DEG C, otherwise prone to hardening, brittle material, influence of spherical tank life.
Springback deformation rate caused about 2, stamping process: General rebound rate is about forming curvature of around 4%, but many factors affecting the rebound rate, such as the yield strength of the material is high rebound ratio relative to the more pressure big rebound rate decreases, the plate thickness, radius of curvature, the plate width is big while the rebound rate also increases, the springback of choice is not correct, will lead to the deviation of curvature and design mould material pressure is too large, affecting the quality of shell plate.
3, stamping process can be used with the pad stamping way: to master the curvature of the shell plate and the curvature of the spherical shell plate, and the position of the pad as the case may be.
4, all in the stamping forming shell plate welding, manhole pillarAnd accessories, stamping curvature to the corresponding increase in some, to be welded contraction deformation can be achieved after the design requirements of the curvature: but the stamping curvature can not increase too much, otherwise it will cause difficulties after welding.
5, shell plate forming curvature deviation should take positive deviation: the sample ends have gap, so that when the assembly of spherical tank welding, achieve better geometry through contraction deformation, while cutting groove under thermal stress, around four will produce the centripetal contraction deformation, curvature radius reduced, will also make a positive deviation reduced value. If the shell plate forming a negative deviation from the middle and the shell model, there is a gap, which is counterproductive, resulting in the spherical tank assembly welding in large angle deformation or the wrong side, affect the quality of spherical tank.
6, rolling force and rolling mode with plate properties and thickness of rolling force influence the forming quality of shell plate, rolling force is too small to affect the efficiency of stamping, the general should be controlled at about 400~600t.
(three) shell manhole, pipe, leg welding
Take over, in the manhole, leg welding welding deformation is easy to exceed the standard problem, can make the reverse deformation in the welding positioner, using reasonable welding sequence welding. In view of the problem of high rigidity and easy to crack, it is adopted to preheat and post weld heat treatment measures, and the heat treatment is carried out in a timely manner in order to ensure the good quality of welding.
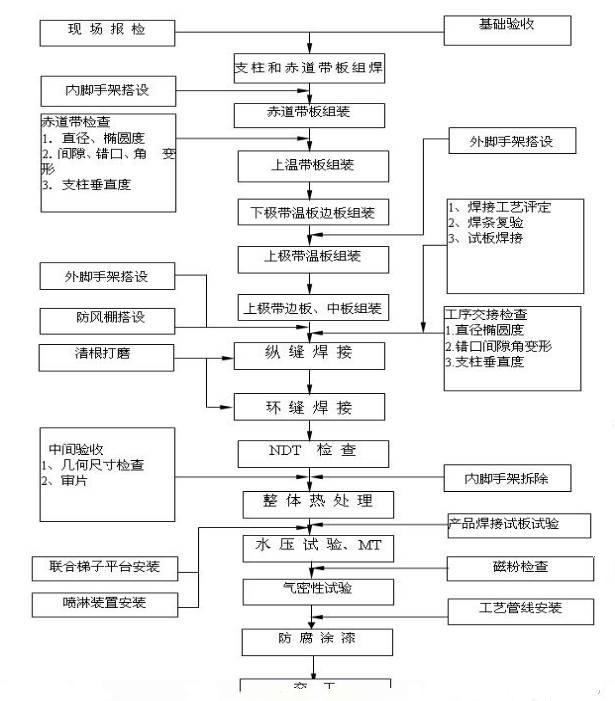
(four) the main tank on-site installation process
The main processes of installation of sphericaltank field can be divided into the following steps: ball valve assembly; welding; nondestructive testing; postweld heat treatment; pressure test and air tightness test.
1, there is a central column single bulk method
The central column single chip bulk method is a common method of assembly, and its characteristics are mainly used as the main assembly welding construction platform. This method can effectively ensure the schedule and quality, the installation of scaffolding can ensure the safe operation, can save a large number of crane. Its main construction procedures are as follows:
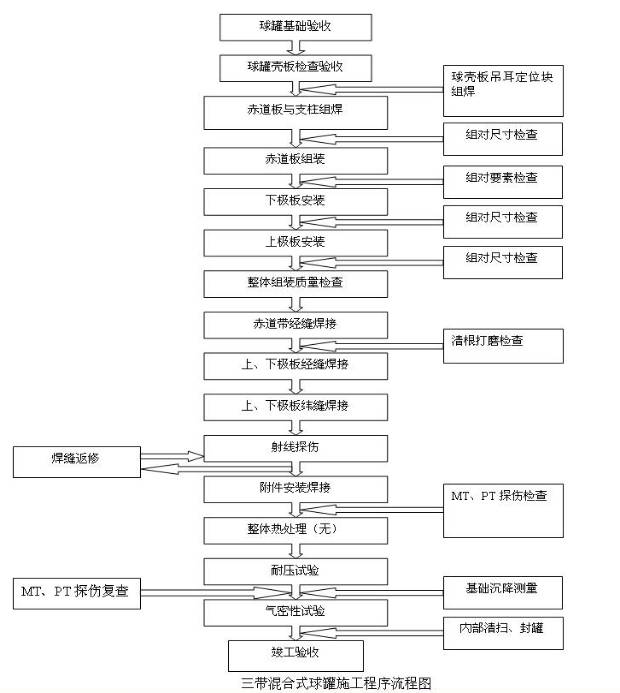
Four with mixed type spherical tank construction program
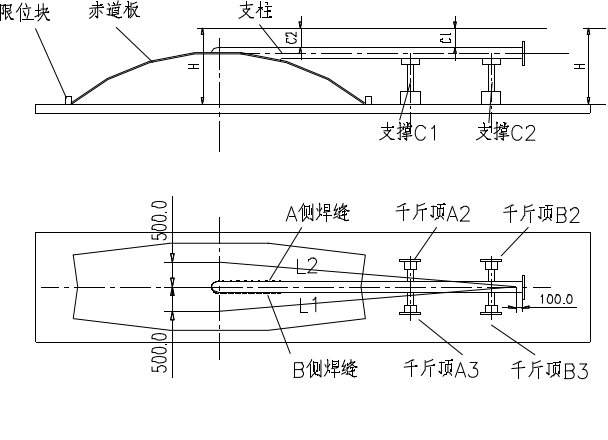
(1) the pillar group: after transport board mould equatorial belt correction frame in the field pole and equator zone plate group to work with support. After the inspection of the pillar and the equatorial plate group, intermittent welding is carried out.
(2) shell plate fixed block welding: fixed block spacing should be 0.5~1m or so, in the girth T-mouth, clamp ring on the seam from T-mouth closer fixture sewn on the longitudinal T-mouth from far away, to avoid fixture congestion caused by T-mouth group of difficulties.
(3) the center column erection: center column vertical use drag rope fixed computing platform height to longitudinal and circumferential weld position according to the ball, the three foot umbrella frame and inner sphere shape according to the erection of the ladder platform, the platform from the surface of the ball is about 0.4m, the ring than the high platform about 1.2m platform using 2-3 row steel springboards.
(4) assembly of the equatorial belt:

The actual length of the post weld of the A. measurement group is recorded and marked on the pillar. According to the length of the length of the support and the base of the height of the base to make a one-to-one correspondence, into a complementary relationship to ensure that the level of the equator belt.
B. on line based on the roof, taking into account the group of clearance and welding shrinkage allowance, the spherical diameter of the circle amplification.
Before lifting, in the heat treatment of plate coated with a layer of lubricating oil.
C. hoisting the first pillar of the equator with a plate, in place after the use of drag rope with the equatorial plate fixed, and then find a positive after lifting the second adjacent to the equator with a pillar of the plate, the installation of inclined rods, fixed and find the right. Then without lifting pillar of the equatorial belt plate insert two block with the pillar of the equatorial belt plate and fixed with fixtures.
D. in the equatorial belt lifting plate in place, the band consists of. According to the actual situation of the field, the hoisting sequence can be determined.
E. adjust the equator the assembly geometry - angle deformation, unfitness of butt, butt gap and ellipticity, pillar verticality and equator zone level could meet the standard requirements, inspection after welding. At the same time, the column leg is fixed with a baffle plate to prevent the column leg inward moving when the lower pole of the assembly is assembled.
(5) temperate plate assembly: after adjustment and fixed the equator, began on the first plate lifting temperate plate assembly before the first arc plate support welding on the upper side of the equatorial plate, used to hold on to keep the position accurately, temperate zone plate, or supporting rod is installed in the center column, the upper support for temperate.
(6): A. lifting plate assembly under the plate plate, is through the fixture, chain and wire rope and the equator plate. B. lifting lower pole with edge plate, medium plate. C. lifting plate plate, is looking through the fixture, chain and wire rope and the equator plate. D. lifting upper pole with side plate, medium plate.
2, the spherical tank welding
Manual arc welding is generally used in welding, and the following aspects should be paid attention to in welding:
(1) welding sequence and sequence: first after welding seam welding of longitudinal seam welding ring; first the equator after welding with welding groove; the first side, after welding small groove side; welding requirements of welder uniform distribution, and along the same direction of welding, as far as possible to maintain the current, voltage, welding the same the welding speed and welding stress; the decrease is evenly distributed, the welding deformation control in the minimum range, to prevent the cold crack.
(2) after preheating and preheating heat: the purpose is to reduce the cooling rate of the weld, prevent cold crack. Preheat temperature 100 degrees Celsius to 150 degrees Celsius, after the heat can accelerate the escape of hydrogen, but also can improve the organization of welded joints. In welding process to control the layer temperature between the welding layer temperature is not less than pre welding preheat temperature, and not more than 200;
(3) welding process quality operation and control points: the positioning welding and the formal welding should strictly enforce the welding process, to avoid cracks and slag, porosity, incomplete fusion and other welding defects.
(4) welding line energy: the line energy should not exceed the welding process to assess the quality of the line energy limit.
(5) welding environment: relative humidity above 90%, temperature above 0 degrees C and wind speed should be strictly controlled.
3, tank NDT
The spherical tank using &gamma ray detection; source panoramic exposure technology, the radiation source is placed in a spherical containerIn the heart, the position of the equivalent diameter of the weld is 360° an exposure imaging.
The process is: the line number and mark --- the cloth piece --- to send the source --- the exposure --- to collect the source --- take the piece --- to wash.
The exposure time according to the comprehensive consideration of source intensity, focal length, material type, film properties and processing conditions and other factors.
In the exposure process should pay attention to the impact of the source output conduit below the blind, blind to the weld Bupai; Xia Jiguang try to use big activity of radiation source, exposure time as much as possible in one night, to reduce the impact of high temperature; do protection work, and establish the isolation area and safe area, establish emergency plans to ensure that safety inspection work, in accordance with the relevant provisions of the management of the source for &gamma.
4, the heat treatment process of spherical tank
The heat treatment after welding to eliminate welding residual stress and other harmful effects and improve the performance of welded joints, the welding components or overall welding joint is heated to the transition point below AC1, above 400 DEG C to a certain temperature, the heat preservation time, and then the uniform cooling process. Tank heat treatment by internal combustion process.
Internal combustion process consists of the following 7 parts:
(1) fuel injection and ignition system of high-speed nozzle
(2) fuel delivery system: including oil pump, oil tank, oil pipeline and control valve group
(3) high-pressure atomizing air supply system: including air compressor, air supply pipe and control valve group
(4) ignition and fuel gas supply system
(5) spherical outer surface heat preservation facilities
(6) temperature measurement system: including thermocouple, compensation wire, automatic temperature measurement recorder
(7) when thermal expansion or contraction column moving system of spherical tank heating and cooling process
(five) spherical tank pressure test and air tightness test
Hydraulic test using water as medium, located at the top of the exhaust port, the water filling process and foundation settlement observation, water filling height to 1/3 and 2/3 in the spherical shell diameter, full after 24 hours, were recorded in the settlement and to observe whether there is abnormal phenomenon; filled with water after closing the exhaust port, according to the requirements of the slow step, leakage check respectively to 50% and 90% test pressure, no leakage after confirmation to test pressure, pressure check, pass back to make the liquid, then blow dry with compressed air, air tightness test.
(six) HSE management measures
1, people-oriented, safety first, health first; prevention; scientific management, environmental excellence.
2, strict implementation of the company's safety management system and lifting, welding, testing and other types of work safety technical operation procedures and job responsibility system.
3, improve staff health, safety and environmental management awareness, improve the ability of self protection awareness and ecological environment protection.
4, construction and production without environmental pollution accident, do not damage the environment, does not harm the health of people.
5, through the provision of preventive health care, health, health care measures to protect the health of all employees.
.
6, environmental protection, soil and water conservation to achieve design and related requirements, so that the local government, the people are satisfied.
7, before the construction of the equipment, rigging must be strictly checked, qualified rear can use.
8, aerial work safety nets, where to enter the scene must be required to wear labor protection supplies, to participate in higher than the ground above the 2m aerial work shall wear safety belt.
9, prior to lifting lifting rigging strict inspection, hoisting, lifting up under the unified command, try hanging, checking the exact, can do lifting lifting, no danger of anything going wrong.
10, operation, fan, which is arranged on the top of the tank is well ventilated, the tank must have a person.
11 welding platform shall be installed firmly bound, springboard paved not less than 2, and the width of not less than 500mm.
12, when the inspection, should be set up warning signs, non staff shall not enter the inspection safety distance.
13, the test should be strictly according to the requirements of the protection measures, not to stay away from the scene.
(seven) material selection requirements
The spherical tank steel must have sufficient strength and toughness, and has certain weldability. China's construction of spherical tank steel used mainly 20R, initial 16MnR, 16MnDR, 15MnNbR, for 200 ~ 2000m3 spherical tank in China in recent years developed WCF62 steel (07MnCrMoVR and 07MnNiCrMoVDR) with welding and good low temperature performance, become our country to build a large spherical tank steel. Rolling rebound quantity of each of the different materials and different welding materials; re inspection and selection of electrode according to the requirement of GB12337.
Process equipment network finishing release, reproduced please indicate the source.
 苏公网安备 32011402010684号 |
苏ICP备15029307号-1
苏公网安备 32011402010684号 |
苏ICP备15029307号-1

