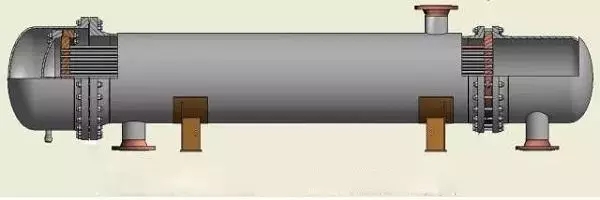
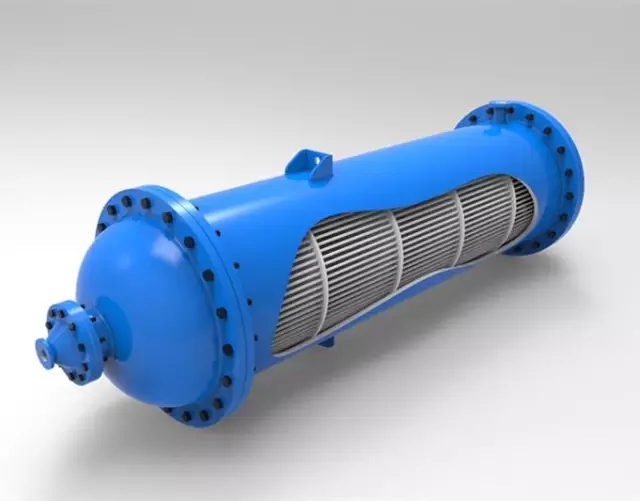
“ heat exchanger is a kind of heat exchanger is currently the most widely used. Compared with other kinds of indirect heat exchanger, the heat transfer area per unit volume of equipment can provide much better heat transfer effect. Because the equipment is compact and strong, and can choose a variety of materials to manufacture, so the adaptability is strong, especially in large equipment and high temperature, high pressure is widely used. ”
The tubular heat exchanger is introduced
For many years, the leakage rate of pipe system is the biggest in all kinds of faults. The water side pressure of the surface type heat exchanger is greater than that of the steam side. Once the piping system leaks, the water will flow into the shell, causing the steam side to fill the water.
It is possible that the water will flow into the turbine, which can cause the deformation of the cylinder, the difference of expansion, the vibration of the unit, and even the failure of the blade.
This kind of accident caused by the heat exchanger leakage of the whole set of equipment shutdown and steam turbine inlet in the plant occurred too much. Therefore, it is very important to analyze the reasons for the leakage of heat exchanger and find out the countermeasures.
Leakage analysis
The internal pipe system leakage of the tube heat exchanger is mainly divided into leakage and leakage of the pipe itself.
1, the reasons for the leakage of the pipe port
1.1 thermal stress is too large
The tubular heat exchanger in operation, due to the cold and hot fluid at different temperatures, the shell and tube wall temperature is different. This difference makes the shell and tube heat expansion, when the temperature difference is big, may be twisted tube or pipe, from the marathon flower plate, or even the destruction of the whole heat exchanger. In this regard, it is necessary to consider the effect of thermal expansion on the structure, the use of various compensation methods.

Rise rate, temperature drop rate exceeds the prescribed in the process of starting and stopping the temperature of heat exchanger, the high pressure pipe and high thermal stress by the tube plate, the damage of tube sheet connected to welding or expansion joints.
Port: peak load caused by leakage changes too fast, the host or the heat exchanger and the sudden fault outage of heat exchanger, if the steam side stop for gas or steam side too fast to stop for gas, water side still continue to enter the water, because the pipe wall is thin, quick shrinkage, tube thickness, shrinkage slowly, often leads to tube and tube plate welding or expansion joints damage. This is the prescribed temperature drop rate allowed value is only 1.7 / min- / C / min, the ratio of the temperature rise rate of allowable value of 2 C / min- / C / min to strict reasons.
1.2 tube plate deformation
The deformation of the tube plate and the deformation produced during the processing are connected with the tube plate.
High pressure water side tube plate of high pressure, low temperature, steam side is low pressure, high temperature, especially a built-in hydrophobic cooling section, larger temperature difference.
If the thickness of the tube plate is not enough, there will be some deformation of the tube plate. The center of the tube plate is raised to the side of the drum with low pressure and high temperature. On the water side, the tube plate has a central depression.
When the load changes, the steam side pressure and temperature change accordingly. Especially in the peak amplitude, peak speed or load, in the use of constant speed pump under water side pressure will change greatly, and may even exceed the rated pressure of the high pressure water: these changes will make the tube plate deformation in pipe port leakage or permanent deformation of tube plate.

If the intake valve leading to leakage, while high outage running in the host after the high water side is heated and the constant volume boost, such as water side safety valve or safety valve failure, the pressure may rise so high, also can make the tube plate deformation.
1.3 improper pipe technology
Commonly used plug welding. Into the conical plug when forced to moderate; pounding force is too large, causing the pipe hole deformation, adjacent tube and tube plate connected, will cause damage to the new leak. In the welding process, such as preheating, welding position and size is not appropriate, will cause the adjacent pipe and tube plate damage. Other methods, such as tube expanding, pipe blockage, and so on, can cause leakage of the adjacent pipe. Therefore, we should strictly follow the pipe plugging technology.
2, the leakage of the pipe itself
2.1 erosion
One of the reasons is that when the steam flow rate is high and the steam flow contains large water droplets, the outer wall of the pipe is washed by the steam and water two-phase flow, which is thin, and is perforated or is broken by the water supply pressure
Internal heat exchanger for reasons of steam water two-phase flow: a steam cooling section of superheated steam and export is not up to the design requirements of the superheat caused; two is a hydrophobic water heat exchanger to keep low or no water or steam temperature is much higher than the design value of hydrophobic or larger flow resistance or steam pressure suddenly the decrease of the hydrophobic hydrophobic flash, enter the next level of heat exchanger with steam, heat exchanger tube erosion damage; the three is when the damage occurred Gaojianeimou pipe leakage, high-pressure water leakage from a great speed will be out of adjacent pipes or baffle erosion.
Another reason is the direct impact of steam or water. Because of the material and the fixing way of the plate is not reasonable. Broken or off in operation, loss of scour protection; scour prevention plate area is not big enough to drop with the high speed airflow movement, impact baffle plate outside the shell and tube bundle; the distance is too small, the entrance of the steam flow velocity is very high.

Stress corrosion cracking is the rupture of metal or alloy caused by the joint action of tensile stress and corrosive medium. It is characterized by the fact that most of the surface has not been destroyed, only a part of the fine cracks penetrate the metal or alloy. Stress corrosion cracking can occur within a common design stress range, so the consequences are severe. The important factors of stress corrosion cracking are temperature, solution composition, composition of metal or alloy, stress and metal structure.
2.2 pipe vibration
Water temperature is too low or the unit overload, through the heat exchanger pipe between the steam flow and flow rate more than the design value is large, has a certain flexibility in the tube shell side fluid exciting force under the action of vibration, when the excitation frequency and the natural frequency of vibration of tube bundle or its multiple match, will which lead to the bundle resonance, the amplitude increases greatly, resulting in tube and tube plate connection force caused by repeated controlThe damage mechanism of the tube bundle is generally:
The stress at the joint of the pipe or tube and the tube plate exceeds the fatigue endurance limit of the material due to the vibration, which makes the tube fatigue fracture;
The vibration of the pipe in the support of the pipe hole and the partition plate friction, make the pipe wall thinning, and finally lead to rupture;
When the vibration amplitude is large, the adjacent pipe in the middle of the span will rub with each other, which makes the tube wear or fatigue fracture.
2.3 erosion of inlet pipe
Entrance end of the pipe erosion damage occurs only in carbon steel heat exchanger is damaged, the interaction process of a kind of erosion and corrosion of the pipe wall: the mechanism is formed on the surface of the metal oxide film by high water turbulence and destroy away metal material loss. Damage to the pipe. Sometimes the damage surface can be extended to the pipe end weld even tube plate: water pH value is low (less than 9.6), high oxygen content (greater than 7μ g / L) and low temperature (lower than 260 DEG C), turbulence intensity is large, prone to erosion.

2.4 corrosion
When the tube of low pressure heat exchanger is copper, the copper tube is often forced to change because of serious leakage. When pH value is 8.5~8.8, the corrosion rate of copper is the lowest, while the pH value of carbon steel is not less than 9.5. The pH value of boiler feed water is too high, which leads to the corrosion of copper tube.
The main factors affecting the corrosion of carbon steel pipe are:
The oxygen content and water pH value: when the dissolved oxygen in the water is too high or too low pH value, high pressure pipe wall will be corroded, so the water dissolved oxygen concentration of not more than 7pg / L, pH value is maintained at between 9.3~9.6. If there is oxygen on the side of the shell, it will cause the oxygen corrosion of the tube wall.
Copper deposition: can cause pitting corrosion, pitting pits.
The temperature affected the formation of oxide film on the surface of Fe3O4 steel: generally above 260 DEG C%, the Fe3O4 film is more stable, lower than this temperature, Fe3O4 film protection depends on the pH value of water and other environmental factors. PH value greater than 9.6, security.
2.5 material, poor technology
The tube material is bad, the pipe wall thickness is uneven, before the assembly tube has the flaw, the bulge mouth is too big, the tube has the outer side to lose the wound and so on, when the heat exchanger meets the unusual working condition, will cause the tube to be damaged.
Treatment countermeasures
1, after the leakage treatment measures
When the leakage occurs, the water supply pressure is reduced, and the water supply to the boiler is reduced. Therefore, in order to reduce the damage, the heat exchanger should be stopped immediately to reduce the number of damaged pipes. Shutdown, should check whether the leakage of high pressure, and try to eliminate.
For port leakage, should scrape the original weld metal and welding, and proper heat treatment, eliminate thermal stress for the pipe itself leakage, should first ascertain the form and position of the leak, and the plugging technology of two port plug pipe.
No matter what the plugging process, to ensure the quality of pipe blockage, the end position of the tube must be blocked after a good treatment, the tube plate and the tube hole round, clean, a good contact surface and plug. In the case of cracks and erosion in the connection between the tube and the tube plate, it is necessary to remove the original pipe material and weld metal.

2, preventive measures
2.1 port leakage prevention measures
Tube plate heat exchanger manufacturing should have sufficient thickness, good pipe hole machining, welding, welding, welding process Guan Zizhang, running to the heat exchanger in the start and stop when the temperature rise rate, temperature drop rate does not exceed the prescribed, the water side must have the safety valve to prevent overpressure, maintenance have the right technology of plugging.
2.2 pipe leakage prevention measures
(1) erosion prevention measures
The shell side of the steam or hydrophobic flow restriction and dispelling cold period to prevent flash; steam cooling section outlet steam have enough residual superheat; scour prevention plate fixed to the firm, area sufficient material is better; keep the shell side of the normal water level, low water level or prohibit running without water.
(2) preventive measures of pipe vibration
Install security doors in the high pressure steam side steam side; limit shell side steam or hydrophobic velocity; the tube spacing is large enough, this reduces the shell side flow, on the other hand, reducing the possibility of damage to pipe collision friction limit bundle free length.
(3) erosion preventive measures at the inlet end of pipe
The velocity of the fluid in the pipe or tube not only affects the value of the convective heat transfer coefficient, but also affects the fouling resistance. Especially for the sediment containing particles such as sediment is easy to flow, the flow rate is too low and may even lead to pipeline gambling plug, a serious impact on the use of equipment. However, the increase of flow velocity will increase the pressure loss. Therefore, it is very important to choose the appropriate flow rate. Limit water flow, a heat exchanger or stop plugging quantity of heat exchanger, will make the tube flow rate increased significantly, then should let some water into the boiler through the bypass or reduce the unit load; control of water and oxygen content of small 7μ g/L, control of feed water pH value in 9.2- 9.6.
(4) corrosion preventive measures
Stress can be eliminated by various sources, such as applied stress, residual stress, welding stress, and stress produced by corrosion products. The choice of the materials, make the unit into a copper free system, the whole set of anti-corrosion and steam quality control crystal are beneficial to improve the system; put the air in the pipeline connection, generally not recommended by the step series, in case of non condensable gas in low pressure for the accumulation of heat exchanger; guarantee the normal work of the air system, at startup, exhaust air should be water side and steam side, the water quality should be qualified; the factory should have good anticorrosion measures, prevent corrosion during storage and transportation, the carbon steel heat exchanger, usually on the steam side and water side adopts nitrogen anticorrosion measures; the heat exchanger is deactivated, usually stop according to the length of time, using anticorrosion measures of water filling and filling steam or nitrogen, adjust the deaerator water on the water side of the pH value, in order to protect.
(5) the prevention measures of pipe leakage caused by material and technology
At leastAbove 2.0mm to improve erosion resistance. Before assembling to each pipe inspection, the hydraulic pressure test test; tube bundle shall be heat treatment, no visible defect; tube plate hole should maintain a certain roughness, tolerances and concentricity, tube hole chamfering or rounding should be smooth without burr.
(6) preventive plugging
Preventive plugging. That hole in the wall of a bypass pipe section in the tube plate and a certain size, in order to reduce the water flow rate, reduce corrosion, this method at home and abroad by many power plants, that it can prolong the service life of the heat exchanger, reduce leakage times.
(7) process selection
In a heat exchanger, which fluid flows through the tube, which flows through the shell, may consider the following as a general principle of selection:
(a) materials that are not clean or easy to decompose should flow through easily cleaned side. For the straight tube, the material should take the tube, but when the control can be split when cleaning, also can go outside the tube.
B) the fluid which needs to increase the flow rate to increase the convective heat transfer coefficient should be in the pipe, because the cross-sectional area of the pipe is usually smaller than the cross-sectional area of the pipe, and it is easy to adopt a multi pipe to increase the flow rate.
C corrosive material should be in the pipe, so that the general material can be used to make the shell, only the pipe, tube plate and the head to use corrosion-resistant materials.
D high pressure material in the pipe, so that the shell can not withstand high pressure.
E) materials with high or low temperatures should be removed from the pipe to reduce heat loss. Of course, if in order to better heat dissipation, but also allows the material to take the shell temperature.
F steam generally into the shell process, because it is easy to discharge condensate, and the steam cleaner, the convective heat transfer coefficient and the flow rate is small.
G) the viscosity of the fluid flow in the shell side, the general space, because of flow in the shell is provided with a baffle in the channel section, and flow are changing, at low Re number (Re > 100) can reach out flow, is conducive to improve the heat transfer coefficient of the fluid outside the pipe.
These points can not be met at the same time, and sometimes contradictory, it should be based on specific circumstances, to seize the main aspects, make appropriate decisions.

WeChat official
 苏公网安备 32011402010684号 |
苏ICP备15029307号-1
苏公网安备 32011402010684号 |
苏ICP备15029307号-1

